Welding
Welding is an engineering process that allows us to conjoin materials of two separate work-pieces together. As those materials cool down and harden, they are made into one homogenous piece. It is possible to weld metal or plastic materials. Generally, components of the same metals are used, however different metals can be welded together as well, although that is more difficult.
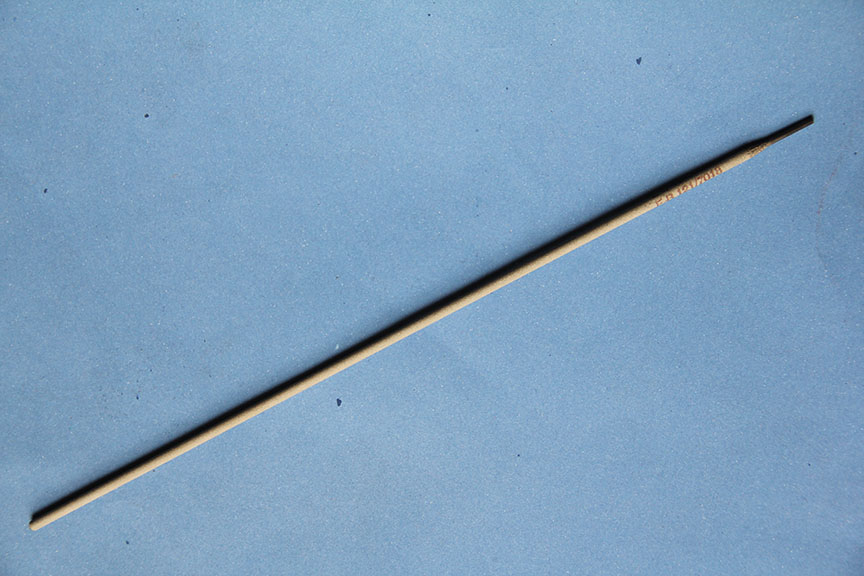
Welding is achieved by melting the work-pieces with the use of a weld gun in the desired area while applying a filler material. This material is usually the so-called filler rod (also called welding rod) which has a similar composition to the one of the welded materials. It serves as a material by which the pieces are connected. The area of joining the materials, which is heated and thereby allowed to melt, is called a welding point.
Before we start welding, we need to properly prepare the sheet metal which we desire to use. Several machining processes, such as oxy-fuel cutting or straightening on a press, are typically applied.
There are some problems with welding that might occur. One of the more frequent ones is discontinuity which occurs when welding is not done properly. The weld is not solid enough. The next possible problem is residual stress which might occur after welding. As the used materials cool down, they contract in the weld zone and create a force which causes tension around the weld. This phenomenon can also happen in the heat-affected zone (HAZ), which is the material exposed to high temperature along with the weld.

There are several different methods of welding which are chosen according to the welded material and purpose of welding. This includes methods, such as electric arc welding, oxyacetylene welding, plasma arc welding, resistance welding, energy beam welding, pressure welding, etc.
Arc Welding
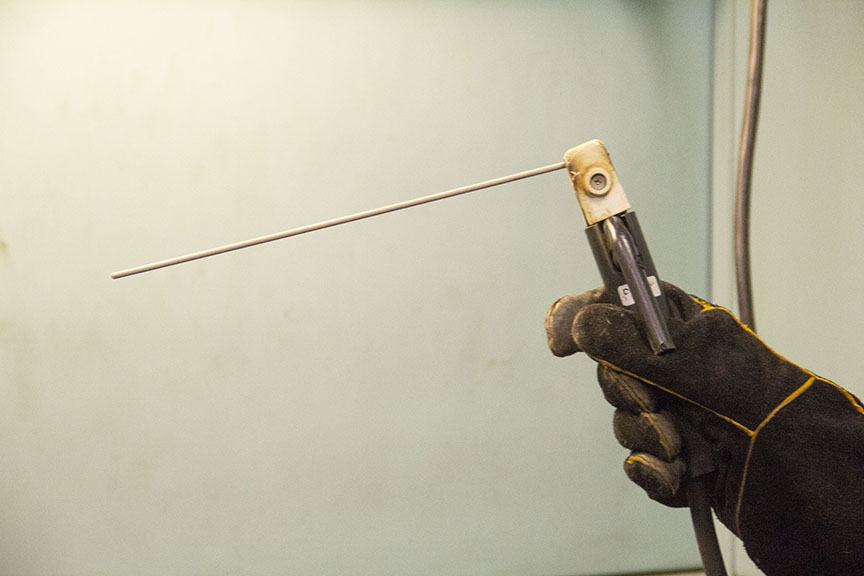
Arc welding (also called stick welding) employs an electric power supply which creates and maintains an electric arc between an electrode (an electrical conductor) and the base material, so the metals melt at the welding point. The temperature of the electric arc is generally around 4444 °C. This method of welding uses protective gases, mainly the gases of argon (Ar), carbon dioxide (CO2), and their mixtures. These protective welding atmospheres are used to prevent porosity and brittleness. They also restrict oxygen from accessing the weld while stabilizing the electric arc. For arc welding, we either use consumable electrodes or non-consumable electrodes. Consumable electrodes are made of metal and serve as a filler material. Non-consumable electrodes do not melt and are generally made of tungsten (W) or carbon (C), as these materials have an exceptionally high melting point. To fight oxidation and contaminants, we may use a powder called flux which produces a shielding gas when heated. Electrodes are coated with this powder.
When welding is in progress, some of the flux coating solidifies and becomes residual after the weld area cools down. This residue is called slag. The slag should float to the top of the weld pool and so the metal which is being melted must have a density higher than the one of the used flux materials. The beneficial property of the slag is that it serves as thermal insulation of the weld and helps to reduce its cooling rate. It might end up being trapped inside the weld because of inadequate welding, which could cause some of the previously mentioned welding problems.

The most commonly used types of arc welding are: Metal-Inert-Gas, Metal-Active-Gas, Tungsten-Inert-Gas (MIG, MAG, TIG). MIG and MAG belong to a group known as gas metal arc welding (GMAW). MIG employs only inert gases (mostly Ar and He). This method is mainly used for aluminum (Al) welding or welding of other non-ferrous metals. MAG utilizes active gas mixtures (Ar, CO2, O2). This method is mainly used for steel welding. Both methods use consumable electrodes. TIG, which is also called gas tungsten arc welding (GTAW), uses an electrode made from tungsten which is a non-consumable electrode. A separate filler rod is used if we require one. Inert gases are used in this process.
Oxyacetylene Welding
Oxyacetylene welding (OFW), which is also called oxy-fuel welding or gas welding, usually uses the combustion of acetylene (C2H2) in oxygen which creates a welding flame temperature of about 3100 °C. The flame melts the filler rod and the welding materials while welding them together. Heat produced by the weld gun in this process is lower and considerably less concentrated than in arc welding. Flux is not needed in this method since carbon dioxide is produced by burning oxyfuel and acts as a shielding gas.
Resistance Welding
Resistance welding involves two (or more) metal surfaces being pressed against each other with an electric current passing through them. The resistance caused by the contact between them generates heat which allows them to gain a plastic state. Copper electrodes are used in this process. No filler material is required in this method.
Plasma Arc Welding
Plasma arc welding (PAW) uses a non-consumable electrode similarly to Tungsten-Inert-Gas welding. The plasma of the arc is temporarily in the state of gas which becomes ionized and conducts electricity after it is exposed to an electric current. Then the gas produces the heat of welding. Compared to GTAW, PAW has a much greater amount of ionized gas.
Energy Beam Welding
Energy beam welding methods, whose popularity in industrial production has risen lately, are recently developed processes. The ones which are used most are the laser beam welding and the electron beam welding. The former uses a highly focused laser beam and the latter an electron beam in a vacuum. They are highly productive because of their exceptional speed and easy automation.
Energy Sources
Devices producing a welding current are divided into those which provide an alternating current and direct current. An alternating current is produced by welding transformers. To get the direct current we use dynamos and rectifiers which convert an alternating current into a direct one.

For arc welding, we can use direct current or alternating current according to the required product.